
Több évtizedre visszamenőlegesen tény, hogy leggyakrabban a hegesztőtranszformátorokkal találkozhatott az érdeklődő, függetlenül attól, hogy ipari vagy barkács kategóriáról beszélünk éppen.
Az ívhegesztés (MMA hegesztés) technológiáját a két világháború között sikerrel kidolgozták, az iparban bevezették, ennek eredményeképpen a hegesztések költsége csökkent – “drága a gáz, és ez minden őrültséget megmagyaráz”, a termelékenység pedig jelentősen nőtt. Bár a drága és körülményes acetilén-oxigén gázkeverékkel végzett lánghegesztést teljesen kiszorítani ez az eljárás sem tudta, az átlagos szerkezeti anyagok hegesztéséhez az olcsó és hatékony kézi ívhegesztés nagyszerűen bevált.
Az ívhegesztő transzformátor – szórótranszformátor. Mint ahogy cikksorozatunk első részében (is) már tisztáztuk, az MMA hegesztés “eső jelleggörbéjű” áramforrást igényel, mely rövidzárbiztos, túlterhelhető, és a szekunder körön átfolyó áramerősség ráadásul szabályozható is.
A követelmények meglehetősen komplexek, de kisebb-nagyobb kompromisszumok árán nagy vonalakban teljesíthetők!
Függetlenül attól, hogy professzionális ipari gép, avagy hobbi célra készült egyszerű szerkezet a vizsgálódásunk tárgya, a főbb alapelvek azonosak, a követelmények gyakorlati megvalósítása azonban sokféle lehet..
Az 1. és 2. ábrákon is mutatom az ismertebb, bevált szabályozási módszereket – gyártótól és a felhasználási követelményektől függően, leggyakrabban használatos a mágneses sönt helyzetének csavarorsóval történő állítása, a primer-szekunder tekercsek valamelyikének a másikhoz képesti eltolása és visszahúzása, tekercsmegcsapolások átkapcsolása, primer körbe sorosan kapcsolt fojtótekercs használata, valamint a félvezetőtechnika fejlődésével valósággá vált az elektronikus szabályozás is.
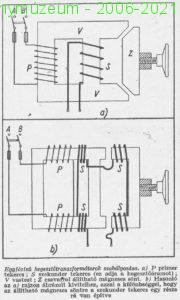
Számtalan konstrukció született az elmúlt évtizedek alatt, a fent megnevezett módszerek bármelyike önállóan, vagy a tervező által megálmodott kombinációban egyaránt előfordulhatott.
A hegesztőtrafók többsége egyfázisú, a nagyobb teljesítményűek két és háromfázisúak is lehetnek, utóbbiak jóval bonyolultabbak és nehezebbek, cserébe extrém vastag elektródát is leolvasztanak.
Ahogy a teljesítményelektronika fejlődött, megjelentek a hegesztő-egyenirányítók is. Először még szeléncellákból készített Graetz-hidak formájában, majd a 60-as években már germánium teljesítménydiódákkal, végül a pontot az i-re a szilíciumdiódák megjelenése rakta fel. A hegesztőtrafó szekunder feszültségének egyenirányítása nagy amperterhelhetőségű egyenirányítók beépítését igényli, simító fojtótekercsek is szükségesek a minél csekélyebb feszültséghullámosság elérése érdekében, a félvezetők komoly hűtést igényelnek, és annak idején rendkívül költségesek voltak. Viszont az előnyök magukért beszéltek: egyenárammal sokkal jobb minőségű varrat készíthető, szinte bármilyen elektróda leolvasztható, könnyebb ívgyújtás stb..
Külön pozitívum, hogy a már meglevő bevált, sorozatgyártott trafók is elláthatók egyenirányítóval, az alapkonstrukción alig kell változtatni.
A felsorolt előnyök mellett, természetesen megmaradtak a jól ismert hátrányok is, úgy mint a rossz hatásfok, nagy üresjárási veszteségek, nehézkes szabályozhatóság, és – főleg a hordozható berendezéseknél jelentett problémát – a hatalmas súly. Bár a profi berendezéseknél megoldották a hegesztőmunkás által távvezérelhető szabályozásokat (szervomotorral, stb..), a legtöbb gépnél maradt a söntmozgató kézikerék, meg az ilyen-olyan átkapcsolásokat lehetővé tevő – gyakran nehezen áttekinthető – kézikapcsolók sokasága. Ezek persze megtartották jellegzetes hibáikat – elhasználódás miatti kontaktusproblémák és egyebek – , az elektronikus szabályozást jó minőségben elkészíteni pedig csak a nagynevű, híres hegesztéstechnikai vállalatok voltak képesek. Mondanom sem kell, csillagászati áron..
A lakossági barkácsigények – meg persze a szolgáltató szektor krónikus szakemberhiánya, itthon és külföldön egyaránt – hívta életre az egyszerű, laikusok által is kezelhető hobbi-hegesztőtrafók kategóriáját. Ezek a profi készülékekhez alig-alig hasonlító, méretben és tudásban egyaránt nagyon lebutított, az átlagos vásárló által is megfizethető árú eszközök voltak. Nehézkes mivoltuk ellenére komoly közönségsikert arattak, számtalan barkácsoló meglepően jól megtanult hegeszteni ezekkel a gépekkel, és mindeközben elkészültek a ház körüli munkák, megépült a vasszerkezetes kapu és kerítés, stb..
A volt KGST-országokban oly jellemző áruhiány persze itt is megtette a magáét. Mivel a szokványos kereskedelmi forgalomban barkács hegesztőgép vagy egyáltalán nem, vagy csak időnként volt kapható, a leleményes érintettek persze rögvest feltalálták magukat: ha nincs, majd készítünk házilag – és aki csak hozzájutott transzformátoralkatrészekhez, vagy volt ilyen ismerőse, nekiállt hegesztőtrafót tekercselni. Számtalan életveszélyes díszpéldány született ezúton, köszönhetően a lelkes készítők többnyire hozzá nem értésének, valamint az egykori ipar és kereskedelem – nevezzük nevén a gyereket – bunkó, a lakossági igényeket semmibe néző hozzáállásának!


Ha a professzionális berendezéseket nem számítjuk ide, a mindeddig valaha is készült hegesztőtrafókat nagy vonalakban az alábbiak szerint kategorizálhatjuk:
- Megbízhatóan működő, valós paraméterekkel rendelkező “gyári” (kisipari) készülék, mely teljesíti az életvédelmi előírásokat is, ezért hegesztési tulajdonságai nem éppen a legjobbak. (pl. az ismert Hetra trafók) A nem túl előnyös hegesztési képességekről nem a gyártó tehet, hanem ez a szekunderfeszültséget 42V-ban maximalizáló szabvány betartásának következménye.
- Nagyáruházból származó bóvli, vagy ismeretlen “márka”, ami az életvédelmi előírásokat mindenben teljesíti ugyan, azonban a beleépített silány anyagok miatt tisztességes munkavégzésre alkalmatlan. (és sajnos még mindig kaphatók ezek az ipari hulladékok!)
- Házilag készített trafó, amit ugyan soha be nem vizsgált senki, mégis elvileg megfelel az előírásoknak, hegesztési tulajdonságai nem a legjobbak.
- Házilag készített trafó, mely jól teljesíti a primer-szekunder közötti elválasztás követelményeit, az általános biztonsági szabályoknak jól megfelel, azonban szekunder feszültsége meghaladja a szabványban előírt 42V-ot. Ezekkel általában jól lehet hegeszteni, a magas szekunder váltófeszültség miatt azonban a készülék akár balesetveszélyes is lehet.
- Házilag készített trafó, ami üzemképes és hegesztésre használható, azonban a dilettáns kivitelezés miatt konkrétan úgy ahogy van, életveszélyes. (még mindig eléggé sok van ezekből közkézen..)
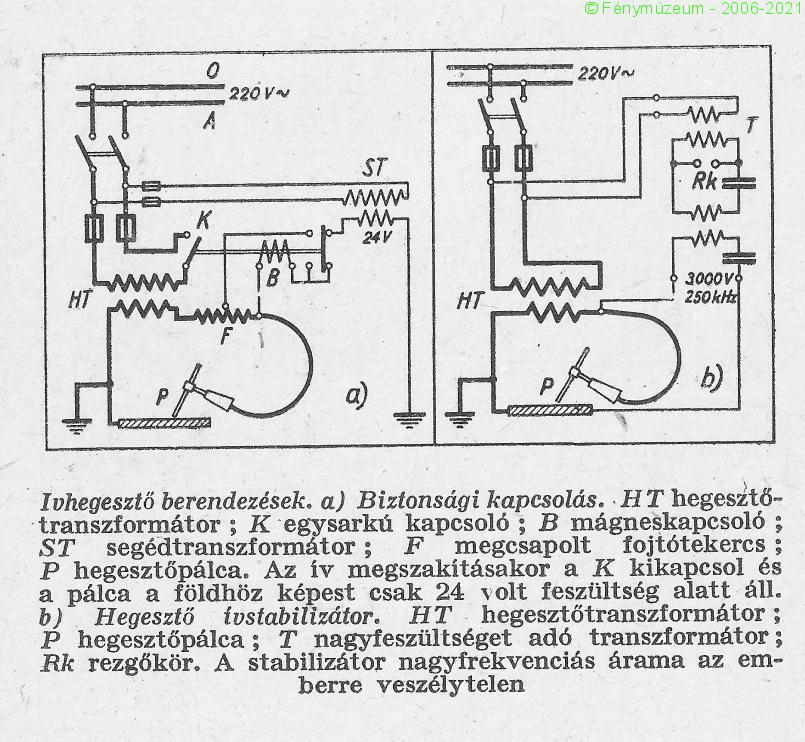
A profi készülékekben egy ügyes műfogással megkerülhető a 42V-os határ – az ábrán látható kapcsolás önmagáért beszél. Itt üresjáratban egy relé gondoskodik arról, hogy a kimeneti kapocsfeszültség csak 42V körüli lehessen. A tényleges hegesztés megkezdését a berendezés érzékeli, és átkapcsolással megnöveli a trafó szekunder feszültségét, a hegesztőmunkásnak ezzel nincs tennivalója. Az elv ötletes és jó, azonban kisebb (barkács) berendezésen komoly pluszköltséget okozna, ezért csak ipari célra gyártott hegesztőtrafóknál alkalmazták.
Kétségtelen, hogy a hegesztőtrafók egyszerűek, megbízhatóak, jól tűrik a durva bánásmódot, ma már könnyen beszerezhetőek akár újonnan, akár használt termékként. De az is kétségtelen, hogy eljárt felettük az idő – felesleges lustaságból vagy nosztalgiából ragaszkodni hozzájuk. Hátrányaik egyre szembetűnőbbek – nagy súly, rossz hatásfok, hosszú vezetékről táplálva kiküszöbölhetetlen és egyúttal jelentős teljesítménycsökkenés, kényelmetlen szabályozhatóság, a bázikus és egyéb speciális elektródák nem használhatók vele, stb.. Használatukat igazából semmi nem indokolja, újonnan történt beszerzésük tulajdonképpen ablakon kidobott pénz. Kezdőknek sem ajánlható – egyáltalán nem igaz, hogy ezeken lehet jól megtanulni hegeszteni!
Tehát trafót a múzeumba, otthoni hegesztéshez pedig az egyedüli üdvözítő út – az inverter!
Következő írásunkban a ma elérhető legjobb technikát, az inverteres hegesztőberendezéseket ismertetjük!
Horváth Péter